| ISO CODES FOR MILLING INSERTS |
| Example: | S | E | H | W | 12 | 04 | AF | T | N |
| 1 | 2 | 3 | 4 | 5 | 6 | 7 | 8 | 9 | |
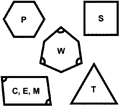
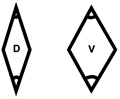
| 1 | INSERT SHAPE |
|
.jpg)
| 2 | CLEARANCE ANGLE |
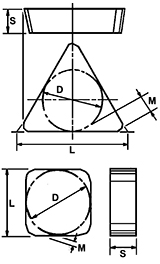
| 3 | TOLERANCE CLASS |
|
|
||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| 4 | CHIPBREAKER AND FIXING |
 |
| ISO CODES FOR MILLING INSERTS |
| Example: | S | E | H | W | 12 | 04 | AF | T | N |
| 1 | 2 | 3 | 4 | 5 | 6 | 7 | 8 | 9 | |
| 1 | INSERT SHAPE |
|
| 2 | CLEARANCE ANGLE |
| 3 | TOLERANCE CLASS |
|
|
||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| 4 | CHIPBREAKER AND FIXING |
|